The Complete Guide to PVD Coatings for Cutting Tools: What Every US Machine Shop Needs to Know
Cutting tool performance is rarely a glamorous topic in a machine shop, but it sits at the center of nearly every decision that affects production output, cost control, and part quality. When a tool wears prematurely, or fails mid-run, the consequences extend well beyond the cost of replacing that single insert or end mill. Spindle time is lost, setups are interrupted, and in precision environments, the consistency of finished parts comes into question. For shops running high-volume or tight-tolerance work, these are not abstract concerns — they are recurring operational pressures that accumulate over time.
Surface coatings applied to cutting tools represent one of the most direct ways to address these pressures. Among the available options, physical vapor deposition — commonly referred to as PVD — has become a standard in modern metalworking environments. Understanding how it works, where it performs best, and how to make informed decisions about its use can meaningfully change how a shop manages tooling costs and process reliability. This guide is intended for production engineers, tooling managers, and shop owners who want a clear, grounded explanation of what PVD coatings actually do and why they matter at the operational level.
What PVD Coatings Are and How They Work on Cutting Tools
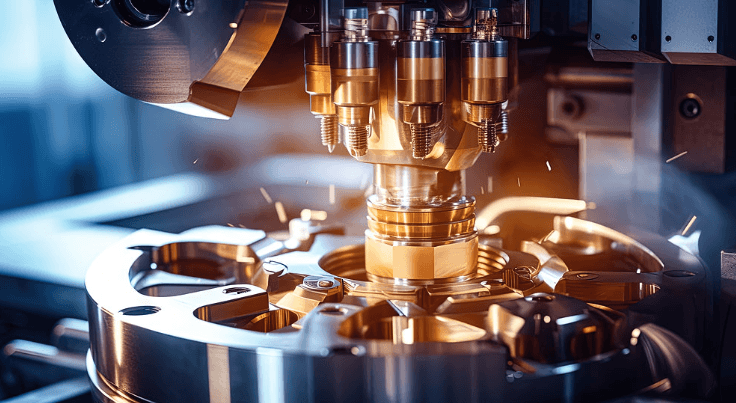
Physical vapor deposition is a vacuum-based coating process in which solid source materials are vaporized and deposited onto a substrate — in this case, a cutting tool — at the atomic level. The result is an extremely thin, hard layer that bonds tightly to the tool surface without significantly altering its geometry or dimensional tolerances. This is a critical distinction from some other coating or surface treatment methods, where the thermal or chemical demands of the process can affect substrate integrity or edge sharpness.
For anyone looking to understand the technical and practical scope of this process in depth, a well-organized Pvd Coatings For Cutting Tools guide can provide useful context on how different deposition techniques and coating materials translate into real shop-floor outcomes. The core principle, however, remains consistent: a low-temperature process deposits a hard, wear-resistant film onto the tool surface, preserving the substrate’s mechanical properties while adding a protective layer that changes how the tool interacts with workpiece material.
Common coating materials applied through PVD include titanium nitride, titanium aluminum nitride, chromium nitride, and aluminum titanium nitride, among others. Each has distinct hardness, oxidation resistance, and friction characteristics that make them more or less suitable for specific materials and cutting conditions. The selection of the right coating chemistry is not a minor detail — it directly influences how a tool performs under the thermal and mechanical loads generated during cutting.
Why the Deposition Temperature Matters
One of the defining characteristics of PVD as a process is that it operates at relatively low temperatures compared to chemical vapor deposition. This allows it to be applied to a wider range of substrates, including high-speed steel and carbide grades that are sensitive to the elevated temperatures required by other coating methods. Tools treated through PVD retain their original hardness and edge geometry, which is particularly important for precision tooling where dimensional consistency across a batch of coated tools must be maintained.
For shops investing in ground carbide end mills or form tools with complex geometries, the ability to coat without thermal distortion is not a minor convenience — it is a prerequisite for maintaining the tolerances the tools were originally manufactured to hold.
The Operational Benefits of PVD Coatings for Cutting Tools
The performance advantages of pvd coatings for cutting tools are best understood through the specific failure modes they address. Uncoated tools wear primarily through abrasion, adhesion, and thermal softening. Abrasive wear occurs as hard particles in the workpiece material cut into the tool surface. Adhesive wear happens when workpiece material welds itself momentarily to the cutting edge, then tears away — a process that progressively damages the edge. Thermal softening becomes relevant when heat generated at the cutting zone exceeds what the substrate can absorb without losing hardness.
PVD coatings address all three mechanisms to varying degrees depending on the coating material selected. The hardness of the deposited layer resists abrasive wear. The low coefficient of friction that many PVD coatings provide reduces adhesive tendencies, which is especially significant in materials like aluminum and stainless steel that are prone to built-up edge formation. The thermal stability of coatings such as aluminum titanium nitride allows cutting to continue at elevated speeds without the coating breaking down prematurely.
Extended Tool Life and Its Production Implications
Extended tool life is the most commonly cited benefit of pvd coatings for cutting tools, but it is worth examining what that actually means in a production context. A tool that lasts longer between changes reduces the frequency of interruptions to a running job. Fewer tool changes mean fewer opportunities for setup error, fewer instances of dimensional variation as tools are swapped mid-job, and less time spent on tool management overall.
In high-volume environments where a single spindle might consume dozens of inserts or end mills per shift, even a modest improvement in tool life translates into measurable reductions in per-part tooling cost. For shops where tooling spend represents a significant share of their consumable budget, this is a direct cost control lever — not a peripheral one.
Surface Finish Consistency
Beyond tool life, pvd coatings for cutting tools contribute to consistency in surface finish quality across a production run. As an uncoated tool wears, its cutting geometry changes gradually. Edge radius grows, surface contact increases, and the resulting surface finish on the part degrades. This degradation may happen slowly enough that it goes undetected until parts are out of specification, which creates rework and inspection overhead.
A coated tool maintains its effective cutting geometry over a longer period, which supports more consistent surface finish output from the first part to the last in a given run. For shops producing parts that require tight surface finish specifications — components for aerospace, medical devices, or precision hydraulics — this consistency is directly connected to yield and quality compliance.
Choosing the Right PVD Coating for Your Workpiece Material
The relationship between coating chemistry and workpiece material is one of the more nuanced aspects of applying pvd coatings for cutting tools effectively. There is no single coating that performs optimally across all materials and cutting conditions. Selecting the right one requires understanding both the thermal demands of the application and the chemical affinity between the coating and the workpiece.
Titanium nitride is a well-established, general-purpose coating that offers good hardness and a recognizable gold appearance. It performs reliably in a broad range of steel and cast iron applications at moderate cutting speeds. Titanium aluminum nitride offers greater oxidation resistance and hardness at elevated temperatures, making it a better fit for harder steels and higher cutting speeds where heat generation is more significant. Chromium nitride has lower hardness than titanium-based coatings but offers superior resistance to adhesion and corrosion, making it a practical choice for aluminum, copper, and non-ferrous alloys.
Matching Coating to Cutting Conditions, Not Just Material
Material type is only part of the selection equation. The cutting conditions themselves — speeds, feeds, depth of cut, coolant strategy, and whether the operation is continuous or interrupted — all influence which coating will perform most reliably. An interrupted cut, for example, generates repeated thermal shock at the cutting edge. Not all coating materials handle this equally well. Some are more brittle and prone to microchipping under impact loading, while others have toughness characteristics that make them better suited to milling operations with interrupted engagement.
Dry machining strategies, which some shops adopt for environmental or process reasons, place additional thermal load on the tool and coating. In these applications, the oxidation resistance of the coating becomes critical. According to the National Institute of Standards and Technology, thermal management in machining processes is a primary factor in both tool wear rates and workpiece material integrity, reinforcing the importance of aligning coating selection with actual thermal conditions rather than relying on general-purpose recommendations.
When PVD Coatings Are Not the Right Answer
A complete understanding of PVD coatings for cutting tools includes knowing the conditions under which they may not deliver the expected results — or where a different approach may be more appropriate. PVD is not uniformly beneficial in every application, and applying it without regard to the specific operation can lead to disappointment and misallocated tooling spend.
In very low-speed, high-torque applications such as tapping or reaming in tough materials, the benefits of PVD may be less pronounced than in higher-speed turning or milling operations. The coating contributes most when thermal and abrasive conditions are significant enough that the uncoated substrate would otherwise wear rapidly. Where cutting speeds are very low and the dominant failure mode is something other than surface wear — such as catastrophic fracture due to tool geometry mismatch — coating alone will not resolve the problem.
Substrate Condition and Coating Adhesion
The performance of any PVD coating is also constrained by the condition of the tool being coated. Coating adhesion depends on the substrate’s surface preparation, cleanliness, and structural integrity. A worn or damaged tool that is coated without proper preparation will not perform as expected, and the coating may delaminate under cutting loads. Shops considering reconditioning and recoating used tools should ensure that proper regrinding and surface preparation are part of the process, not just the application of a new coating layer on top of existing wear.
See also: Restoring Heritage Homes with Traditional Lime Techniques in Cheltenham
Integrating PVD-Coated Tools Into Shop Operations
Getting value from pvd coatings for cutting tools depends as much on how they are integrated into shop operations as on the coating itself. Coated tools require the same discipline in handling, storage, and setup as any precision tooling. Chips or damage to cutting edges before a tool enters the spindle will compromise performance regardless of what coating is applied.
Equally important is the alignment between cutting parameters and coating capability. Running a coated tool at parameters designed for uncoated tooling often fails to extract the performance improvement the coating enables. Many PVD-coated tools are intended to run at higher speeds than their uncoated equivalents, and using them at conservative parameters may actually underutilize the coating while still consuming the tooling budget at a higher rate.
Conclusion: Making Informed Tooling Decisions With PVD Coatings
PVD coatings for cutting tools occupy a well-established position in modern machining for a practical reason: they consistently address the most common causes of premature tool wear without compromising the dimensional or mechanical properties of the tools they protect. For machine shops in the US managing the competing demands of production throughput, cost control, and part quality, this is a meaningful operational advantage — not a theoretical one.
The decision to apply PVD coatings should be informed rather than reflexive. Understanding which coating chemistry suits which application, how cutting conditions affect coating performance, and where the limitations of PVD actually lie will produce better outcomes than simply coating every tool and expecting uniform results. Shops that approach tooling coatings with the same analytical care they apply to feeds, speeds, and fixturing will generally see the most consistent returns on that investment.
As tooling technology continues to develop and shops face increasing pressure to reduce waste and improve process reliability, having a clear understanding of what PVD coatings do — and do not do — remains a practical asset for anyone responsible for keeping production running efficiently.